mes质量管理系统,MES质量管理系统的应用与优势
时间:2024-11-20 来源:网络 人气:
MES质量管理系统的应用与优势
MES(Manufacturing Execution System,制造执行系统)作为现代制造业中不可或缺的信息化管理系统,其质量管理模块在提升企业生产效率和产品质量方面发挥着重要作用。本文将探讨MES质量管理系统的应用及其带来的优势。
一、MES质量管理系统的概述
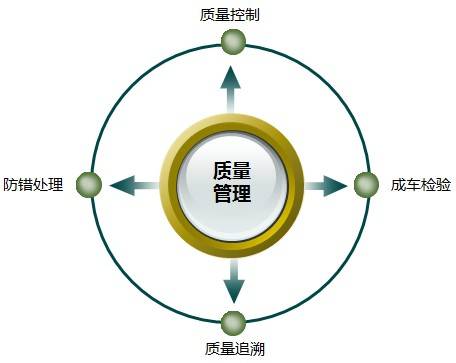
MES质量管理模块是MES系统的重要组成部分,它通过实时监控生产过程中的各项质量指标,确保产品质量符合企业标准。该模块主要包括以下功能:
质量数据采集:通过传感器、条码扫描等手段,实时采集生产过程中的质量数据。
质量数据分析:对采集到的质量数据进行统计分析,找出潜在的质量问题。
质量预警与处理:对异常质量数据进行预警,并指导生产人员进行处理。
质量追溯:实现产品质量的全程追溯,确保问题可追溯、可控制。
二、MES质量管理系统的应用
MES质量管理系统的应用主要体现在以下几个方面:
提高产品质量:通过实时监控生产过程中的质量数据,及时发现并解决质量问题,从而提高产品质量。
降低生产成本:通过优化生产过程,减少因质量问题导致的返工、报废等损失,降低生产成本。
提升客户满意度:确保产品质量稳定,提高客户满意度,增强企业竞争力。
符合法规要求:帮助企业满足相关法规和标准要求,降低合规风险。
三、MES质量管理系统的优势

MES质量管理系统能够为企业带来以下优势:
实时监控:MES系统可以实时监控生产过程中的质量数据,确保问题及时发现、及时处理。
数据分析:通过对质量数据的统计分析,为企业提供决策依据,优化生产过程。
预警处理:对异常质量数据进行预警,指导生产人员进行处理,降低风险。
追溯功能:实现产品质量的全程追溯,确保问题可追溯、可控制。
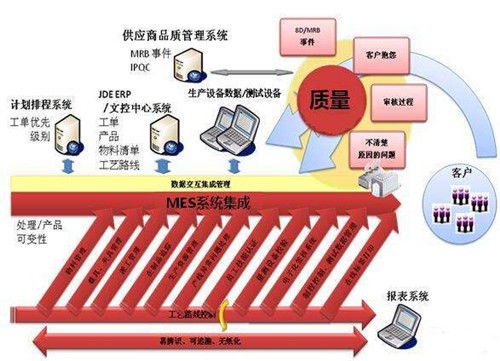
系统集成:MES系统可以与其他系统(如ERP、PLM等)集成,实现信息共享和协同工作。
四、MES质量管理系统的实施要点

为了确保MES质量管理系统的有效实施,企业需要关注以下要点:
明确需求:在实施MES质量管理系统之前,企业需要明确自身需求,确保系统功能满足实际生产需求。
数据采集:确保生产过程中的质量数据能够准确、全面地采集,为数据分析提供可靠依据。
人员培训:对生产人员进行MES质量管理系统的操作培训,提高系统使用效率。
持续优化:根据生产实际情况,不断优化MES质量管理系统的功能,提高系统性能。
MES质量管理系统的应用,有助于企业提高产品质量、降低生产成本、提升客户满意度,符合法规要求。企业应充分认识MES质量管理系统的优势,关注实施要点,确保系统有效运行,助力企业实现高质量发展。
相关推荐




教程资讯
教程资讯排行