mrp系统的作用,什么是MRP系统?
时间:2024-12-14 来源:网络 人气:
什么是MRP系统?
MRP系统,即物料需求计划(Material Requirements Planning)系统,是一种基于计算机的生产管理信息系统。它起源于20世纪60年代初,旨在解决企业库存管理中的断货和无法生产的问题。MRP系统通过科学的方法,对企业的生产过程进行优化,提高生产效率,降低库存成本。
MRP系统的作用
MRP系统在企业中发挥着至关重要的作用,具体体现在以下几个方面:
1. 优化库存管理
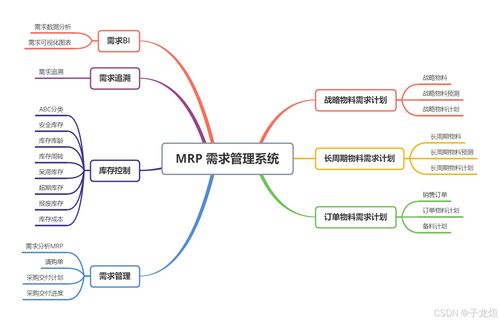
MRP系统能够根据产品的需求时间和需求数量,对原材料、在制品、外购件以及产品进行分类管理。通过对独立需求和相关需求的分析,MRP系统能够准确预测物料需求,从而实现库存的合理控制,避免库存积压和缺货现象。
2. 提高生产效率
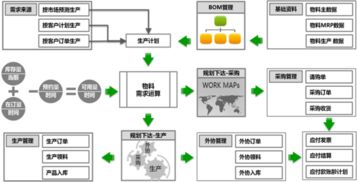
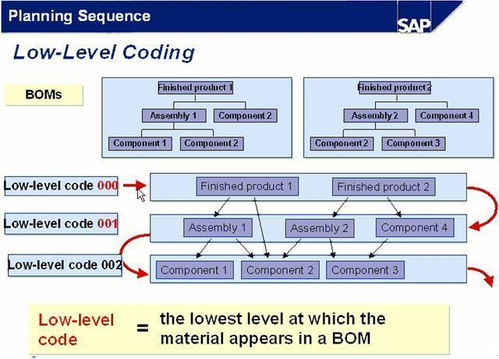
MRP系统能够根据主生产计划(MPS)和主产品的层次结构,逐层逐个地求出主产品所有零部件的出产时间、出产数量。这样,企业可以提前安排生产计划,确保各个生产阶段互相衔接,提高生产效率。
3. 降低生产成本
通过优化库存管理和提高生产效率,MRP系统有助于降低企业的生产成本。一方面,合理的库存管理可以减少库存积压和缺货损失;另一方面,提高生产效率可以降低人工、能源等生产成本。
4. 提高客户满意度
MRP系统能够确保企业按时完成订单,满足客户需求。通过精确的物料需求预测和生产计划,企业可以减少交货延迟,提高客户满意度。
5. 促进企业信息化建设
MRP系统是企业信息化建设的重要组成部分。它将企业的生产、采购、库存等环节紧密联系在一起,实现信息共享和协同工作,提高企业的整体管理水平。
MRP系统的应用领域
1. 制造业
MRP系统在制造业中的应用最为广泛。它可以帮助企业实现生产计划的优化,提高生产效率,降低生产成本。
2. 电子业
电子行业的产品更新换代速度快,MRP系统可以帮助企业实现快速响应市场变化,提高产品竞争力。
3. 汽车业
汽车行业对产品质量和交货时间要求较高,MRP系统可以帮助企业实现生产计划的精确控制,确保产品质量和交货时间。
MRP系统作为一种先进的生产管理工具,在企业中发挥着重要作用。通过优化库存管理、提高生产效率、降低生产成本、提高客户满意度和促进企业信息化建设,MRP系统为企业带来了显著的经济效益。随着信息技术的不断发展,MRP系统将在更多领域得到广泛应用,为企业创造更多价值。
相关推荐



教程资讯
教程资讯排行