mrp物料管理系统,什么是MRP物料管理系统?
时间:2024-12-12 来源:网络 人气:
什么是MRP物料管理系统?

物料需求计划(MRP,Material Requirement Planning)是一种基于计算机的生产计划和库存控制系统。它通过分析产品结构、生产计划、库存状况等因素,计算出所需物料的需求量和需求时间,从而指导生产、采购和库存管理。MRP系统广泛应用于制造业,帮助企业实现生产计划的优化、库存水平的合理控制以及生产成本的降低。
MRP物料管理系统的起源与发展
MRP系统起源于20世纪60年代的美国,由著名生产管理和计算机应用专家欧威特和乔伯劳士提出。最初,MRP系统主要用于解决企业生产过程中物料需求的不确定性,提高生产效率。随着计算机技术的不断发展,MRP系统逐渐成熟,并扩展到生产计划、采购、库存、销售等多个环节,成为现代企业信息化管理的重要组成部分。
MRP物料管理系统的核心原理
MRP物料管理系统的核心原理是“以需定供”,即根据产品需求来决定物料供应。具体来说,MRP系统通过以下步骤实现物料需求计划:
确定最终产品的生产计划(独立需求)
根据产品结构,计算出所需物料的需求量和需求时间(相关需求)
根据物料的需求时间和生产(订货)周期,确定物料的开始生产时间
生成物料需求计划,包括物料的采购、生产、库存等信息
MRP物料管理系统的功能模块
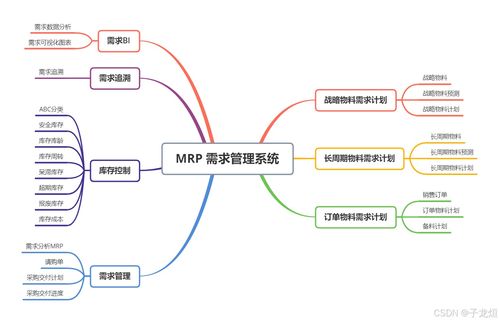
MRP物料管理系统通常包含以下功能模块:
主生产计划(MPS):根据市场需求和销售预测,制定最终产品的生产计划
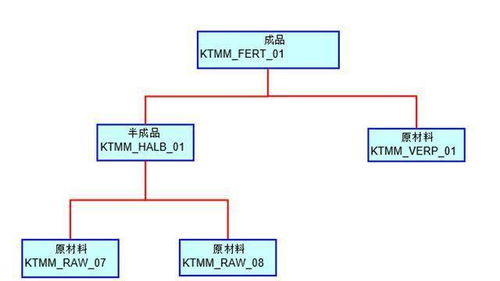
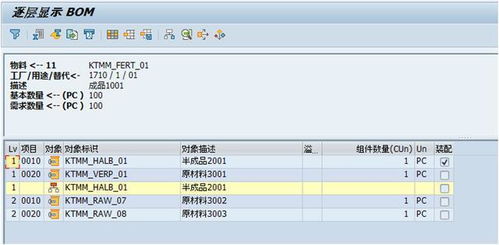
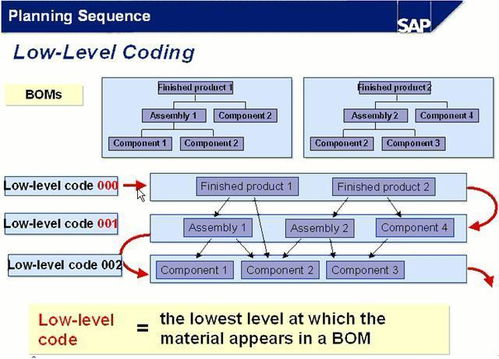
物料清单(BOM):列出产品所需的所有物料及其数量和结构关系
库存管理:实时监控库存水平,确保物料供应的及时性
采购管理:根据物料需求计划,制定采购计划,确保物料供应的稳定性
生产管理:根据物料需求计划,制定生产计划,提高生产效率
销售与分销管理:根据市场需求,制定销售计划,提高市场竞争力
MRP物料管理系统的优势
MRP物料管理系统具有以下优势:
提高生产效率:通过优化生产计划,减少生产过程中的浪费,提高生产效率
降低库存成本:通过合理控制库存水平,减少库存积压,降低库存成本
提高物料供应的及时性:确保物料供应的及时性,避免生产中断
提高市场竞争力:通过提高生产效率和降低成本,提高企业的市场竞争力
MRP物料管理系统的应用案例
汽车制造业:通过MRP系统,汽车制造商可以优化生产计划,提高生产效率,降低库存成本
电子制造业:MRP系统可以帮助电子制造商实现物料需求计划的精确计算,提高生产效率
食品制造业:MRP系统可以帮助食品制造商实现生产计划的优化,确保产品质量
MRP物料管理系统作为一种先进的生产计划和库存控制系统,在提高生产效率、降低库存成本、提高市场竞争力等方面发挥着重要作用。随着企业信息化管理的不断深入,MRP物料管理系统将在制造业中发挥越来越重要的作用。



教程资讯
教程资讯排行