
plc物料控制系统,PLC物料控制系统的设计与应用
时间:2024-12-03 来源:网络 人气:
PLC物料控制系统的设计与应用
随着工业自动化程度的不断提高,PLC(可编程逻辑控制器)物料控制系统在各个行业中的应用越来越广泛。本文将详细介绍PLC物料控制系统的设计原理、应用领域以及在实际生产中的优势。
一、PLC物料控制系统的设计原理

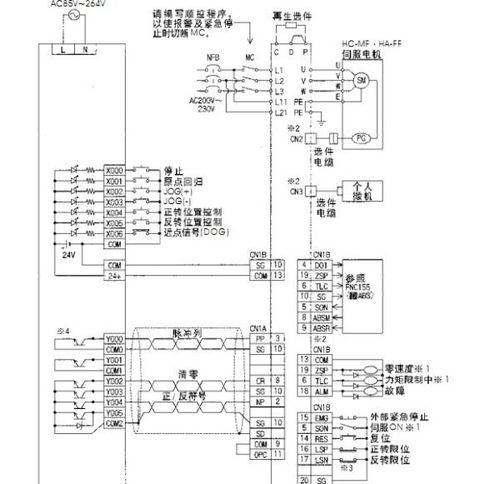
PLC物料控制系统主要由PLC控制器、传感器、执行器、人机界面等组成。其工作原理如下:
传感器实时采集物料信息,如物料的种类、数量、位置等。
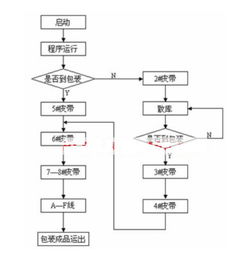
PLC控制器根据预设的程序对传感器采集到的信息进行处理,实现对物料的控制。
执行器根据PLC控制器的指令,对物料进行搬运、分拣、存储等操作。
人机界面用于显示系统运行状态、故障报警等信息,方便操作人员实时监控。
二、PLC物料控制系统的应用领域

PLC物料控制系统在以下领域具有广泛的应用:
制造业:如汽车制造、电子制造、食品加工等行业,用于实现物料的自动化搬运、分拣、存储等。
物流行业:如仓储物流、配送中心等,用于提高物流效率,降低物流成本。
医药行业:如药品生产、医药包装等行业,用于实现药品的自动化生产、包装、存储等。
能源行业:如电力、石油、天然气等行业,用于实现能源设备的自动化控制。
三、PLC物料控制系统的优势

与传统的物料控制系统相比,PLC物料控制系统具有以下优势:
高可靠性:PLC控制器具有稳定的性能,能够适应恶劣的生产环境。
高精度:PLC控制系统可以实现精确的物料控制,提高生产效率。
灵活性:PLC控制系统可以根据实际需求进行编程,适应不同的生产场景。
易于维护:PLC控制系统具有模块化设计,便于维护和升级。
四、PLC物料控制系统的设计要点
在设计PLC物料控制系统时,应注意以下要点:
系统需求分析:明确系统功能、性能、可靠性等要求。
硬件选型:根据系统需求选择合适的PLC控制器、传感器、执行器等硬件设备。
软件设计:编写PLC控制程序,实现物料的自动化控制。
人机界面设计:设计直观、易操作的人机界面,方便操作人员监控和操作。
系统调试与测试:对系统进行调试和测试,确保系统稳定运行。
PLC物料控制系统在现代工业生产中具有重要作用,能够提高生产效率、降低生产成本、提高产品质量。随着技术的不断发展,PLC物料控制系统将在更多领域得到应用,为我国工业自动化发展贡献力量。




教程资讯
教程资讯排行









