mes系统物料管理,MES系统在物料管理中的应用与优势
时间:2024-11-20 来源:网络 人气:
MES系统在物料管理中的应用与优势
MES系统,即制造执行系统(Manufacturing Execution System),是现代制造业中不可或缺的信息化工具。它通过实时监控生产过程,优化生产计划,提高生产效率,降低成本,从而提升企业的竞争力。在MES系统中,物料管理是其中一个核心模块,本文将探讨MES系统在物料管理中的应用与优势。
一、MES系统物料管理的概述
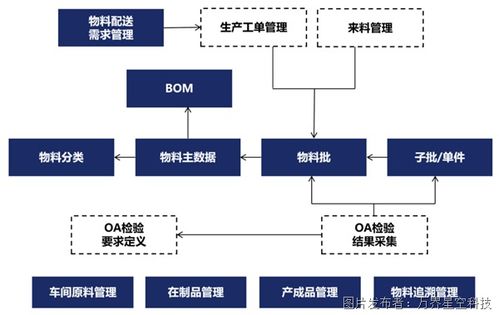
MES系统物料管理模块主要负责对生产过程中所需的原材料、零部件、半成品和成品进行有效管理。它涵盖了从物料采购、入库、存储、领用、生产到出库的整个流程,确保物料供应的及时性和准确性。
二、MES系统物料管理的应用

1. 物料采购管理
MES系统可以帮助企业实现物料采购的自动化和智能化。通过分析历史采购数据,系统可以预测未来物料需求,为企业提供采购建议,降低采购成本。
2. 物料入库管理
物料入库时,MES系统可以自动识别物料信息,实现快速入库。同时,系统还可以对入库物料进行质量检验,确保物料质量。
3. 物料存储管理
MES系统可以对存储的物料进行分类、定位、盘点等管理,提高存储效率。此外,系统还可以根据物料特性进行温湿度控制,确保物料质量。
4. 物料领用管理
生产过程中,MES系统可以根据生产计划自动生成物料领用单,实现物料领用的自动化。同时,系统还可以对领用情况进行跟踪,确保物料消耗的合理性。
5. 物料出库管理
MES系统可以对出库物料进行跟踪,确保物料出库的准确性和及时性。此外,系统还可以根据出库情况对库存进行实时调整,提高库存管理效率。
三、MES系统物料管理的优势

1. 提高物料管理效率
MES系统通过自动化、智能化的管理方式,有效提高了物料管理的效率,降低了人工成本。
2. 降低物料成本
MES系统可以帮助企业实现物料采购的合理化,降低采购成本。同时,通过优化库存管理,减少库存积压,降低库存成本。
3. 提高物料质量
MES系统可以对物料进行全程跟踪,确保物料质量。同时,系统还可以对生产过程中的质量问题进行快速定位和解决,提高产品质量。
4. 提高生产效率
MES系统可以帮助企业实现生产计划的优化,提高生产效率。同时,通过实时监控生产过程,及时发现并解决生产问题,确保生产顺利进行。
MES系统在物料管理中的应用,为企业带来了诸多优势。随着工业4.0时代的到来,MES系统将成为企业实现智能化、高效化生产的重要工具。企业应充分利用MES系统,提高物料管理水平,提升企业竞争力。




教程资讯
教程资讯排行